Una panoramica sui dadi autobloccanti

Approfondimento sulla certificazione 3.1
5 Settembre 2022
Cosa vuol dire lavorare in uno studio di progettazione come la Mec-Solver?
26 Luglio 2023
C’è sempre il rischio che il dado si allenti dalla vite nelle unioni bullonate, in particolare in quelle soggette a costanti sollecitazioni. Diversi fattori possono causare svitamenti o allentamenti, tra i più quali:
- Forzamenti
- Inclinazione dell’elica: all’aumentare dell’angolo di inclinazione, aumenta anche il rischio di allentamento
- Trattamenti superficiali: essi riducono il coefficiente di attrito, abbassando di conseguenza la resistenza allo svitamento
- Materiali con scarsa durezza: le deformazioni plastiche riducono il forzamento, aumentando il rischio di svitamento
Pertanto si è arrivati ad elaborare una soluzione appropriata: i dadi autobloccanti.
Questi dadi, conosciuti anche come anti frenanti, si riconoscono facilmente grazie alla distintiva sezione superiore, uno spazio dedicato all’alloggio di un inserto. Di diverse tipologie di materiale, ha il compito di prevenire lo svitamento del dado.
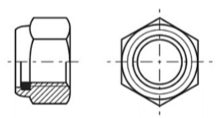
I principali standard internazionali di riferimento per i dadi autobloccanti sono il DIN 982 (dadi esagonali alti autobloccanti) e il DIN 985 (dadi esagonali bassi autobloccanti).
Mec-Solver è particolarmente attento nella scelta e nell’inserimento a progetto di questi dadi. In fase di progettazione è fondamentale tenere conto delle varie tipologie e delle caratteristiche dei singoli dadi autobloccanti.
Le Tipologie
Sono presenti diversi tipi di dadi autobloccanti:
- Dadi autobloccanti interamente metallici
- Dadi autobloccanti con inserto in nylon
- Dado autobloccante con flangia (con inserto in plastica o completamente metallico)
- Dado autobloccante cieco con calotta
Caratteristica principale dei primi è la deformazione radiale del filetto, processo nel qualeil diametro della filettatura si diminuisce gradualmente senza variazioni nel passo.
Nel processo di avvitamento si forma una forza che produce sui filetti della vite un momento bloccante, impedendo quindi al dado di perdere aderenza.

I dadi autobloccanti con inserto in nylon sono identificabili grazie ad una rondella speciale, presentenella parte superiore del particolare.
Durante l’avvitamento l’inserto produce una frizione sul filetto della vite generando un movimento frenante continuo, evitando così fenomeni di grippaggio.
I dadi autobloccanti possono essere muniti anche di flangia, la quale ha il vantaggio di migliorare la distribuzione del carico sui filetti e ridurre la pressione esercitata sulla superficie d’appoggio.
Le Problematiche con l’Inox
I problemi che possono emergere quando si utilizzano impropriamente i dadi autobloccanti in inox sono diversi, questo perché l’acciaio inox, a differenza di quello al carbonio, tende a surriscaldarsi rapidamente e a perdere il calore molto lentamente. I filetti, così surriscaldati, rischiano di deformarsi e grippano.
Per questo Mec-Solver suggerisce di esaminare le diverse problematiche che possono emergere in fase di montaggio.
Un problema da non sottovalutare è la fuoriuscita della rondella di Nylon dal dado durante il serraggio, ciò può avvenire in due casi:
- Quando il diametro interno delle rondelle di Nylon è troppo stretto e causa attrito sui filetti
- Quando l’estremità del dado non è ripiegata correttamente e non è in grado di trattenere la rondella
Inoltre per evitare altri problemi ci sono delle indicazioni da seguire:
- Non svitare e ri-avvitare più volte: a differenza della norma ISO 2320:2015 che si riferisce ai soli dadi in acciaio al carbonio, è fondamentale specificare che lo svitamento e il ri-avvitamento è da evitare per i dadi in acciaio inossidabile.
- Non utilizzarli sui filetti lunghi: il loro uso dovrebbe essere limitato in finale di filetto, come se fossero dei dadi ciechi.